
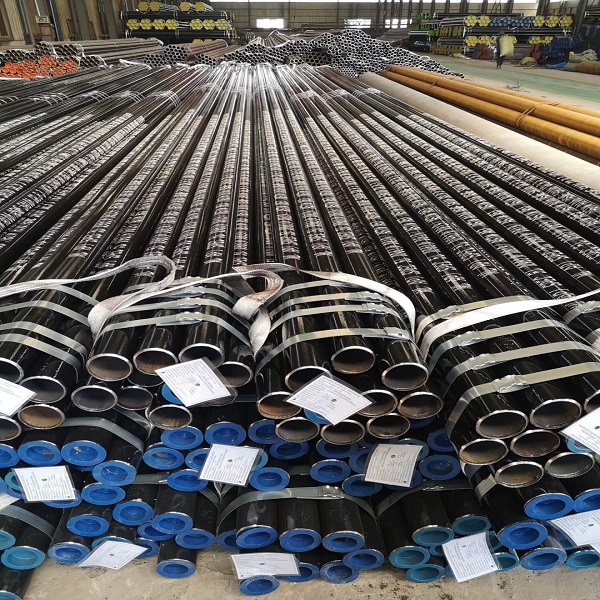
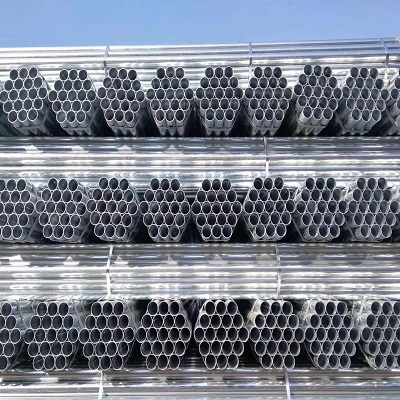
Factory Cheap China High Quality Straight Carbon Steel Welded Pipes

Overview
"Control the standard by the details, show the energy by quality". Our enterprise has strived to establish a hugely efficient and stable staff members staff and explored an effective good quality control procedure for Straight Carbon Steel Welded Pipes. Good quality is factory's existence , focus on customer' demand is the source of company survival and advancement, We adhere to honesty and superior faith working attitude, hunting forward towards your coming !
For welded carbon steel pipe, there is 2 main technology need to note that is ERW(electric resistance weld ) and SAW(submerge arc weld). The pipes used these technology both be mainly used for petroleum industry for oil and gas transport, but they all have their own advantage, so usage is kind of different.
ERW pipe is made from steel plate, there is only one welded seam, and because welded line of ERW pipe is come from mother pipe, don't need solder flux, so mechanical property is pretty good. And because of it's characteristics of high production efficiency, low cost, material saving, and easy automation, compare with SAW pipe, ERW pipe is a steel pipe with advanced product performance, leading quality and relatively economical performance in the field of oil and gas storage and transportation. Especially follow the growth of technology, quality if welded line is being more and more better, via use newest technology, the purpose is to eliminate stress, soften and refine the structure, and improve the comprehensive mechanical properties of the welding heat affected zone. This kind ERW pipe not only the weld cannot be distinguished, but also the weld coefficient reaches 1, which realizes the matching of the weld area structure with the base material.
SAW technology's current density is very high, and the flux layer prevents rapid heat loss and concentrates it in the soldering area. Submerged arc welding has high weld seam quality, high production efficiency, no arc light and little smoke. Submerged arc welded steel pipes are widely used in pressure vessels, pipe fittings, beams, columns, low-pressure fluids, and steel structure projects. But in developed country's petroleum industry, SAW pipe is not be allowed in because itself's limit, only in China SAW pipe is still be allowed in petroleum industry with limit.
Good quality and reasonable price" are our business principles. If you are interested in our products and solutions or have any questions, make sure you feel free to contact us. We hope to establish cooperative relationships with you in the near future.
Application
It Is Mainly Used for force and pressure parts, and for general purpose steam, water, gas and air pipes.
Main Grade
GR.A, GR.B
Chemical Component
|
Grade |
Component %,≤ | ||||||||
| C | Mn | P | S |
CuA |
NiA |
CrA |
MoA | VA | |
| S type(seamless pipe) | |||||||||
| GR.A | 0.25B | 0.95 | 0.05 | 0.045 |
0.40 |
0.40 |
0.40 |
0.15 | 0.08 |
| GR.B | 0.30C | 1.20 | 0.05 | 0.045 |
0.40 |
0.40 |
0.40 |
0.15 | 0.08 |
| E type(Resistance welded pipe) | |||||||||
| GR.A | 0.25B | 0.95 | 0.05 | 0.045 |
0.40 |
0.40 |
0.40 |
0.15 | 0.08 |
| GR.B | 0.30C | 1.20 | 0.05 | 0.045 |
0.40 |
0.40 |
0.40 |
0.15 | 0.08 |
| F type(Furnace Welded Pipe) | |||||||||
| A | 0.30B | 1.20 | 0.05 | 0.045 |
0.40 |
0.40 |
0.40 |
0.15 | 0.08 |
A The sum of these five elements must not be greater than 1.00%。
B For every 0.01% decrease in the maximum carbon content, the maximum manganese content is allowed to increase by 0.06%, but the maximum cannot exceed 1.35%.
C Each 0.01% decrease in the maximum carbon content will allow the maximum manganese content to increase by 0.06%, but the maximum must not exceed 1.65%.
Mechanical Property
| item | GR.A | GR.B |
|
tensile strength, ≥, psi [MPa] Yield Strength, ≥, psi [MPa] Gauge 2in.or 50mm elongation |
48 000 [330]30 000 [205]A,B | 60 000 [415]35 000 [240]A,B |
A The minimum elongation of gauge length 2in. (50mm) shall be determined by the following formula:
e=625000(1940)A0.2/U0.9
e = the minimum elongation of the gauge 2in. (50mm), the percentage rounded to the nearest 0.5%;
A = Calculated according to the specified outer diameter of the nominal tube or the nominal width of the tensile sample and its specified wall thickness, and rounded to the nearest cross-sectional area of the tensile sample of 0.01 in.2 (1 mm2), and It is compared with 0.75in.2 (500mm2), whichever is smaller.
U = specified minimum tensile strength, psi (MPa).
B For various combinations of different sizes of tensile test specimens and prescribed minimum tensile strength, the required minimum elongation is shown in Table X4.1 or Table X4.2, according to its applicability.
Test Requirement
Tensile test, bending test, hydrostatic test, nondestructive electrical test of welds.
Supply Ability
Supply Ability: 2000 Tons Per Month Per Grade Of ASTM A53/A53M-2012 Steel Pipe
Packaging
In Bundles And In Strong Wooden Box
Delivery
7-14 days if in stock, 30-45 days to produce
Payment
30% depsoit, 70% L/C or B/L copy or 100% L/C at sight
Product Detail
Boiler Tube

GB/T 8162-2008

ASTM A519-2006
BS EN10210-1-2006
ASTM A53/A53M-2012

GB9948-2006

GB6479-2013





